


Suche nach Beiträgen von Badger1875
Erste Seite | « | 1 | 2 | 3 | 4 | 5 | » | Letzte
Die Suche lieferte 41 Ergebnisse:

Re: Verschiedene Fragen zur Hydraulikpresse
von Badger1875 am 15.05.2016 22:23 Servus mitanander,
nachdem ich nun schon mehrere hydraulische Schmiedepressen gebaut habe und mit keiner Probleme hatte bzw. habe, ein paar gut gut gemeinteTipps von mir:
Wenn ihr gebrauchte Hydraulikkomponenten verbauen wollt, gut. Wenn ihr gebrauchte Ventile verbauen wollt, das geht bedingt auch noch, aber: KEINE Schläuche, Schneidring-Verschraubungen o.ä.!!! Die Gefahr der Verletzung durch feinste unter hohem Druck austretende Ölstrählchen mit 200 bar ist nicht unerheblich!
@aeglos
Zu Deinen vorhandenen Anbauteilen: am einfachsten wirfst Du alles in die Tonne, nimmst das 4/3 Wegeventil wenn es mit mit drucklosem Umlauf in Mittelstellung (wie z.B. für einen Holzspalter) ausgestattet ist, oder kaufts Dir entsprechend ein neues Ventil, ein paar Meter neue Schläuche mit passenden Verschraubungen, fertig! Vergiss den Druckspeicher, Bypässe und dergleichen. Hier bringst Du mehr Technik ins Spiel die nur störanfällig ist, Dir aber keinen nennenswerten Nutzen bringt.
Besorge Dir für den Filter noch einen neue Patrone und prüfe den Zustand des Hydrauliköls. Ich würde auch keine Sekunde an Gedanken zum Thema "zweistufige Hydraulikpumpe" verschwenden, der Nutzen ist im Vergleich zum Aufwand wirklich nicht sehr groß.
Warum ich das alles sage? Weil alles andere ein Gebastel wird! Ich habe schon Leute gesehen, die ihre "Spitzenhydraulikpresse" designt und zusammen gebraten haben und sich dann gewundert haben, warum es ihnen schon beim ersten oder erst zweiten Betrieb entweder den Rahmen zerissen hat oder irgendwelche anderen "alten" Komponenten zerlegt hat. Subkutane Mikroinjektionen von Hydrauliköl führen zu hässlichen Wunden und oftmals auch zu einer Amputation, da sich Hydrauliköl und Blut nun nicht wirklich vertragen und der hohe Druck bei der Injektion dazu führt, dass sich das Öl unter der Haut ins umliegende Gewebe verteilt und es zerstört.
Ich gehe davon aus, dass Du schweissen kannst und dass die von Dir gewählte Konstruktion die auftretenden Kräfte aufnehmen und vor allem auch verdauen kann! Ich will hier auch nicht darauf hinweisen, das Schrauben in der Regel auch nicht mit Scherkräften belastet werden dürfen (es gibt Ausnahmen...) aber 20 bis 30 to, das ist so die mit Deinen Komponenten erreichbare Kraft, sind kein Kindergeburtstag!
Bei Youtube findest Du von meiner vorletzten Presse 6 Videos guckst Du: Hydraulische Schmiedepresse
und folgende...
Wenn Du zum Thema Hydraulik und der Anwendung in einer Schmiedepresse noch was wissen willst, frage! Soweit ich Dir helfen kann, gerne!!!
Grüße aus Albeck
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
 Antworten
AntwortenRe: Gasflasche friert
von Badger1875 am 04.10.2015 11:14Ich habe mal hier Anhaltswerte zusammengeschrieben, die für 11 kg und 33 kg - Flaschen bei einer Außentemperatur von 20° C gelten:
Flaschengröße-----Zeit-------Entnahmemenge
----11 kg--------<10min---------1,5 kg/ h
----11 kg--------<60min---------0,8 kg/ h
----11 kg--------Dauernd--------0,3 kg/ h
----33 kg--------<10min---------3,0 kg/ h
----33 kg--------<60min---------1,8 kg/ h
----33 kg--------Dauernd--------0,6 kg/ h
Diese Werte sind Anhaltswerte und können durch verschiedene Faktoren etwas variieren.
Die Angaben beziehen sich auf eine Gasentnahme, bei der noch keine Vereisung der Flaschenaußenseite auftritt.
Achso ja, vergesst die Geschichten mit Tauchsieder, glühendem Eisen, da kommt nix dabei raus.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Schamottesteine zu verschenken...
von Badger1875 am 04.09.2015 13:14Hallo Leutz,
ich hätte da ´ne Europalette mit Schamottesteinen zu verschenkenken, rund 1 to.
Sie sind gebraucht aber ohne Mörtelanhaftungen und stehen in Altenburg am Neckar. Zum Aufladen gibt es Stapler und Kranunterstützung.
Bei Interesse könnt ihr mich unter 0178 4814036 oder 07127 887503 anrufen...
...allerdings sollte alles so schnell wie möglich über die Bühne gehen.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Federstahl bricht, wo liegt der Fehler?
von Badger1875 am 21.08.2015 21:07Hi Leutz,
probiert mal Armierungseisen... ist billig und gibt auf fast jeder Betonbaustelle, wird ausreichend hart und ist absolut gutmütig beim Schmieden...
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Gewinde schmieden
von Badger1875 am 21.08.2015 20:58Hey Willi,
CHAPEAU!!!
Bin mal richtig begeistert!!! Ich habe den Fred von Dir gerade erst entdeckt und bin sehr beeindruckt!
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Stahl traditionell Härten&Anlassen
von Badger1875 am 20.08.2015 18:44Danke Rom!!!
Grüße nach Letzebuerg!
Freddie
(der Dich immer nochmal besuchen will.......)
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Damast bohren?
von Badger1875 am 16.08.2015 19:41Hi Klaeus,
ich lege die Klingen in ein vorne und hinten offenes, aber in der Länge der Tiefe des Brennraumes entsprechendes Quadratrohr.
Das Rohr sorgt für eine gleichmässigere Wärmeverteilung und verhindert punktuelle Erhitzung durch die evtl. direkt auftreffende Brennerflamme.
Die Gasesse wird vorn und hinten mit Schamottesteinen zu gestellt.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Damast bohren?
von Badger1875 am 08.08.2015 13:13Hallo Leutz,
ich hol mal den Titel wieder aus der Versenkung....
Zu den verwendeten Materialien, ich rede hier von Damast aus 90MnCrV8 und 75Ni8, bzw die einzelnen Komponenten, sowie 1.2210 und 1.3505
In meinen Messerschmiedekursen habe ich jedesmal die Aufgabe Löcher in Flacherlklingen zu bohren...
...nach dem Schmieden lege ich die Klingen in einem Stahlrohr in meine Gasesse, wärme auf rund 800 - 900°C schalte das Gas ab und verschliesse die Esse. nach einer halben Stunge mach ich vorne auf und nach einer weiteren hinten. Nach weiteren 30 Minuten nehm ich das Stahlrohr mit den Klingen heraus und lege es auf die Esse. Nochmals 15 Minuten später kommen die Klingen ins Wasser. Nun sind Klingen weich, gehen problemlos zu bohren, feilen,usw.
Wenn die Klingen dann fertig bearbeitet und gehärtet sind liege ich nach dem Anlassen bei 60 - 62 HRC.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: erste Versuche
von Badger1875 am 08.08.2015 08:48Hi Klaus,
ich will hier nicht als Oberlehrer auftreten, aber zum Thema Damast:
Ich weiß nicht, wie Deine schmiedetechnischen Erfahrungen sind und ich will Dir auch nicht zu nahe treten. Ein gut gemeinter Rat: lerne erst Laufen, dann Fliegen!
Zum Arbeitsablauf beim Damastschmieden:
- Material abwechselnd mit planer und vorallem blanker Oberfläche aufeinander schichten,
- auf einer Seite heften und
- ein Stück Flachmaterial als Handgriff anschweißen
- ab ins Feuer und auf dunkelrot wärmen
- auf alle Seiten Borax daraufgeben (so dass die Oberfläche komplett und gut benetzt wird aber nicht löffelweise, wie es gerne in Videos aus den USA zu sehen ist) und zurück ins Feuer
- nun auf Schweißtemperatur wärmen (man kann das schön erkennen, wenn man im Gasfeuer arbeitet, (auf der Oberfläche bilden sich Bläschen, ähnlich wie auf der Oberfläche von frisch eingegossenem Mineralwasser) und
- dann mit präzise geführten Setzschlägen packen, darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- mit der Zunderbürste die Oberfläche abbürsten
- wieder auf alle Seiten Borax daraufgeben
- wieder auf Schweißhitze wärmen
- nun mit festeren Schlägen packen und wieder darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- das nun entstandene Paket ausrecken
- Breite und Dicke so gut wie möglich schlichten
- einseitig mit dem Abschrotoder Schrothammer der Länge mittig kerben
- auf alle Seiten Borax daraufgeben und zurück ins Feuer
- nun auf Schweißtemperatur wärmen und
- dann mit präzise geführten Setzschlägen packen, darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- mit der Zunderbürste die Oberfläche abbürsten
- wieder auf alle Seiten Borax daraufgeben
- wieder auf Schweißhitze wärmen
- nun mit festeren Schlägen packen und wieder darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- das nun entstandene Paket ausrecken
- Breite und Dicke so gut wie möglich schlichten
- usw. bis die erwünschte Lagenzahl erreicht ist
- FERTIG
Um zu vermeiden, dass sich zu viele Schweißfehler ins Material einschleichen, kannst Du auch vor jeder neuen Faltung das Material an den zu schweißenden Flächen mit dem Winkelschleifer und einer groben Topfscheibe blankschleifen, dabei aber keine Dellen oder Vertiefungen einschleifen, lieber ganz leicht ballig.
Temperaturen:
Vergiss beim Damast alles was hier zum Thema Quarzsand gesagt wurde, nicht dass es falsch wäre, sondern eher weil dieser Weg nicht für Damast aus Werkzeugstählen bestimmt ist!!!
Werkzeugstähle wie 1.2842 o.ä. schweißen schon bei Temperatuern unter 1000°C! Quarzsand schmiltzt aber erst bei 1700°C, da ist Dein Werkzeugstahl schon lange im Tal der Helden.....
Borax schmilzt bereits ab einer Temperatur von 650°C in seiner anhydriden Form, die ich Dir zum Feuerschweißen ans Herz lege. Anhydridem Borax wurde durch Erhitzen über 400°C sein Kristallwasser-Anteil entzogen, dadurch bläht er sich nicht mehr auf wenn man ihn auf heiße Oberflächen streut, sondern er schmiltzt sofort.
Borax sorgt durch seine Schmelze für Luftabschluß zwischen den einzelnen Lagen und hat durch seine sehr hohe Affinität zu Sauerstoff reduzierende Wirkung auf Metalloberflächen, grob gesagt wird dadurch Metalloxiden wieder der Sauerstoff entzogen. Dies ist der Hauptgrund für die Verwendung von Borax.
Leider ist seit dem 1. Juni 2009 die Abgabe von Borax an Privatpersonen untersagt, da er als fruchtschädigend eingestuft wurde.
Falls Du mehr wissen willst, kontaktiere mich gerne über eine PN, vielleicht kann man ja auch mal telefonieren...
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Klingenspiegel
von Badger1875 am 08.08.2015 07:37Hi Klaus,
dieses Schliffbild ist ein typischer Hohlschliff der heutigen Messerformen, er wird auf der Kontaktrolle des Bandschleifers gemacht.
Dazu benötigst Du einen Bandschleifer mit rund 30 -40 m/s Bandgeschwindigkeit und gute Bandqualitäten. Die Kontaktrolle hat zwischen 100 und 200 mm Durchmesser, jenachdem wie ausgeprägt Du den Hohlschliff machen möchtest. Die Kie Kontaktrolle hat eine gummierte Lauffläche, es gibt weichere und härtere Beläge, welche Dir am besten taugt musst Du ausprobieren.
Um nun ein schönes und auf beiden Seiten ebenmäßiges Aussehen zu erreichen bedarf es einiger Übung, manche kriegen das gleich nach zwei, drei Versuchen auf die Reihe, andere brauchen deutlich länger.
Im industriellen Bereich wird das maschinell durch Roboter erreicht, oder von Hand durch den Einsatz von speziellen Schleifmaschinen.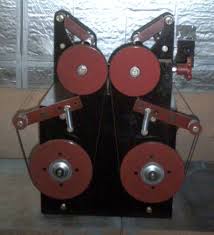
Der Klingenrohling wird mit der Schneide nach unten zwischen den beiden oberen Rollen durchgezogen, so entsteht ein absolut gleichmässiges Schliffbild und man kann eigentlich nichts dran falsch machen. Mit dieser Einrichtung ergibt sich ein perfektes, über die gesamte Schneidenlinie verlaufendes Schliffbild, über alle Kurven und Biegungen der Klinge hinweg.
"Verschleifen kann kan sich eigentlich nicht, da die Klinge auf einer Auflage geführt wird und und die Bänder sich nicht berühren. Erst wird die Kontur geschliffen, dann die Schneidenebene.
Der "normale" Messermacher schleift diesen Schliff wie schon gesagt von Hand auf der Kontaktrolle, erst die eine Seite, dann die andere.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de