


Stahl des Hammerbären
Erste Seite | « | 1 | 2
[ Nach unten | Zum letzten Beitrag | Thema abonnieren | Neueste Beiträge zuerst ]

Re: Stahl des Hammerbären
von Sebastian am 04.07.2021 17:22Hallo,
ich kenne einen Typen, der starke Furchen am Bär von einem 40er Hartmann mit Weichlot "zugespachtelt" hat. Anfänglich war ich auch etwas skeptisch, aber die Sache funktioniert tatsächlich -mittlerweile nach über 6 Jahren Betriebszeit- einwandfrei.
Die weiche Oberfläche spielt überhaupt keine Rolle, da nun mal nur die erhabenen Originalflächen tragen, und nicht die kleinen zugelöteten Poren. Entscheidend ist hier nur, mit einer geschlossenen Oberfläche wieder eine entsprechende Dichtheit herzustellen. Von Wig-Schweißen würde ich bei einem Bären die Finger lassen, und wenn du das Teil anschließend auch noch abdrehen bzw. rundschleifen lassen willst, kannst du dich wegen dem zwangsläufig entandenen Untermaß auch gleich noch um eine völlig neu angefertigte Bärführung kümmen. Gehärtet wird am Bär ebenfalls nichts......
Schöne Grüße!
 Antworten
Antworten
Re: Stahl des Hammerbären
von Mr.Smith am 04.07.2021 23:07Hallo Sebastian und herzlichen Dank für deine Ausführungen!
Auf genau solche Erfahrungsberichte hatte ich gehofft. Das Löten war auch mein erster Gedanke und erspart einiges an Arbeit. Jedoch hatte ich befürchtet, eine Art Schmirgeleffekt durch die unterschiedlichen Oberflächengüten zu verursachen.
Somit werde ich es zunächst mit Weichlot versuchen. Dieses Vorgehen hat den Vorteil, dass es reversibel ist und schlimmstenfalls die Bärdichtung erneuert werden muss.
An der Zylinderwand hatte ich das Löten ohnehin eingeplant.
Ich habe bereits unmittelbar unterhalb des Kolbenkragens des Bären eine Probeschweißung mittels WIG vorgenommen. Das Material lässt sich überraschend gut ohne Kraterbildung schweißen. So hätte ich durch das sachte Überdrehen und Rundschleifen keinen nennenswerten Abtrag verursacht, der nicht durch die ohnehin zu erneuernde Bärdichtung abgefangen worden wäre.
Olaf "Parx" half mir mit einer antiquarischen Übersicht zu den Siemens-Martin-Stählen. Demnach dürfte es sich um mittelharten Flussstahl mit der Härte-Nr. 4 mit einem Kohlenstoffgehalt von 0,35-0,4% handeln. Laut Tabelle gut härtbar und u.a. im Einsatz zur Herstellung von Hämmern.
Und in der Tat wurde dieser Bär auf "60kg Festigkeit" gehärtet. So steht es jedenfalls in den original Bauzeichnungen aus den 20er Jahren, die mir vorliegen.
Kannst Du sagen, aus welchem Stahl der Bär des Hartmanns ist? Einfach aus Interesse wegen der Eigenschaften der Lötbarkeit des Stahls.....
Liebe Grüße vom Hunsrück!
Olli
Re: Stahl des Hammerbären
von Mr.Smith am 05.07.2021 20:16Noch eine Korrektur:
Die späteren Bären der Industriewerke Rheinböllen waren nicht aus C45, sondern aus (vergütetem) 42CrMo4.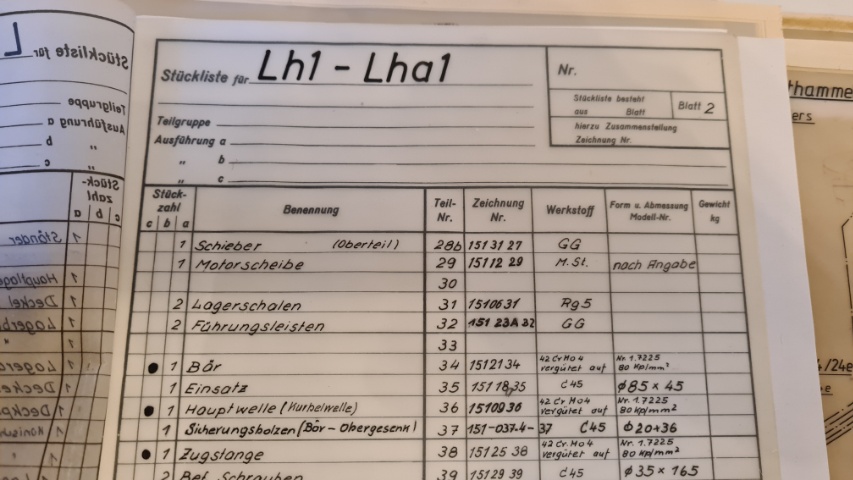
Re: Stahl des Hammerbären
von Sebastian am 05.07.2021 21:33Hallo,
kurz zur "Härtung": Nimm eine Feile, und du wirst sehen, dass der Bär sich damit wunderbar bearbeiten lässt. Was in deiner alten Anleitung als Härtung beschrieben ist, ist in diesem Fall eine Vergütung (eine Härtung wäre bei diesem Bauteil auf Dauer technisch auch ziemlich kontraproduktiv).
Und was den Wig-Schweißversuch betrifft: Natürlich lässt sich der C45 schweißen. Nur wird sich das Grundmaterial bei deinem Versuch, der jetzt technisch ohne die entsprechende Wärmebehandlung vor und nach dem Schweißen durchgeführt wurde, punktuell aufhärten.
Ich würde mich auch von dem Irrglauben abwenden, dass die Bärdichtung ein entstandenes Untermaß nach einem Abdrehen ausgleichen kann. Beim Aufschlagen auf das Werkstück wird der Bär entsprechend in alle Richtungen rumeiern (wie eben bei einer völlig ausgelutschten Bärführung).
Und noch deine "Hartmann-Frage": Der Werkstoff bei einem Hartmann-Bär soll angeblich auch irgendwo in Richtung C 45 liegen. Genauere Infos dazu habe ich aber leider nicht.....
Schöne Grüße!
Re: Stahl des Hammerbären
von Mr.Smith am 05.07.2021 23:09Ja, da gebe ich dir gerne Recht.
Ich habe nicht die richtigen Begriffe verwendet. Richtigerweise hätte ich nicht von "Härten" sondern von "Wärmebehandlung" respektive "Vergütung" schreiben sollen. Ein Laienfehler eben.... ;0)
Ich hatte nicht vor, flächig Material vom Bär nach dem Schweißen abzunehmen. Es sollten die Schweißpunkte egalisiert werden.
Für den Fall, dass ich tatsächlich den Bär vollflächig abdrehen würde, hatte ich - wie beschrieben - den Kontakt zu den Fachleuten zum Hartverchromen aufgenommen. Eben um das verlorene Material wieder drauf zu bekommen.
Aber das Thema Schweißen ist vorerst vom Tisch.
Ohne viel Erfahrung muss umfänglich erfragt werden... 
Aus diesem Grund bin ich sehr dankbar für deine wertvollen Hinweise, Ausführungen und Ergänzungen!
Herzliche Grüße vom Hunsrück,
Olli